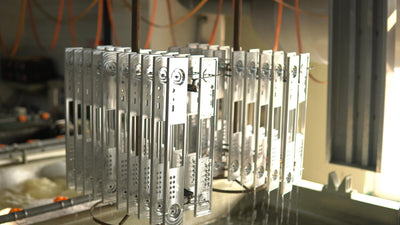
Co to jest anodowana aluminiowa obudowa?
Podczas wykonywania aluminiowej obudowy obejmuje wykonanie rysunku, obróbkę mechaniczną (cięcie surowca, fazowanie, gwintowanie, polerowanie)
obróbka powierzchni (polerowanie i anodowanie), pakowanie itp.
Dzisiaj mówimy o obróbce anodowania podczas wykonywania wytłaczanej aluminiowej obudowy.
Zasada utleniania: proces elektryzowania stopu aluminium jako anody i elektrolitu jako katody oraz stopniowe tworzenie warstwy tlenku na powierzchni stopu aluminium pod działaniem elektronów
Kilka czynników wpływających na tworzenie się filmu tlenkowego: materiał, prąd, temperatura, stężenie, czas, te pięć to kluczowe czynniki, które bezpośrednio determinują ostateczną jakość filmu tlenkowego
Głównym składnikiem filmu tlenkowego jest tlenek glinu, który jest mikroporowatą strukturą przypominającą plaster miodu, która może adsorbować cząsteczki barwnika w porach, co jest zasadą barwienia.
Cechy filmu tlenkowego: wysoka twardość, odporność na korozję, izolacja, możliwość barwienia.
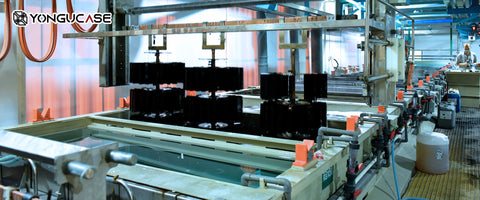
Całe utlenianie jest podzielone na cztery części: obróbka wstępna, utlenianie, barwienie i obróbka końcowa.
Obróbka wstępna: odtłuszczanie, mycie wodą, wytrawianie alkaliczne (usuwanie warstwy tlenku), polerowanie chemiczne (zwiększanie jasności)
Utlenianie: Jak wspomniano powyżej
Barwienie: podzielone na barwienie adsorpcyjne i barwienie elektrolityczne. Barwienie adsorpcyjne dzieli się na monochromatyczne i dopasowujące kolory. Cząsteczki barwnika wnikają w mikropory warstwy tlenku, a pod wpływem silnych długości fal, takich jak promienie ultrafioletowe, barwnik przechodzi elektronowe zmiany poziomu energii, zmieniając w ten sposób system kolorów i powodując znaczne blaknięcie. lub przebarwienia. Barwienie elektrolityczne wymaga energii elektrycznej, a nie użytego barwnika, ale elektrolitu, który nie blaknie.
Obróbka końcowa: Głównie uszczelnianie, uszczelnianie to proces, w którym tlenek glinu reaguje z wodą i innymi dodatkami, tworząc przedmiot w stanie żelowym i wypełniając mikropory warstwy tlenku.

Trzy stopnie utleniania, pasywacja, anodowanie, twarde utlenianie.
Pasywacja jest również utlenianiem przewodzącym, które nie wymaga elektryczności i nie jest reakcją elektrochemiczną. Film tlenkowy ma na ogół grubość od 1 do 3 mikronów. Warstwa filmu tlenkowego jest tworzona przez zanurzenie stopu aluminium w silnym utleniaczu. Ta warstwa tlenku jest bardzo cienka, więc może przewodzić prąd. W ten sam sposób sam stop aluminium utworzy warstwę tlenku w środowisku naturalnym, która jest reakcją z tlenem, a ta warstwa tlenku jest cieńsza. Pasywacji nie można barwić, ponieważ warstwa tlenku nie ma warunków do barwienia. Jedyne, co może zrobić, to przewodząca żółć, jasny kolor z bardzo małymi cząsteczkami barwnika.
Jest to nasz konwencjonalny proces, warstwa tlenku ma grubość 5-20 mikronów. Różne produkty wymagają różnych grubości warstwy tlenku. Im grubsza warstwa tlenku, tym wyższa twardość, lepsza odporność na korozję i gorsza wydajność barwienia.
Nasz srebrno-biały film tlenkowy ma na ogół 8-10 mikronów, a srebrno-biały film tlenkowy nie musi być barwiony, a czas utleniania wynosi 20 minut.
Folia z czarnego tlenku ma na ogół 15-18 mikronów, barwiona po utlenieniu, a czas utleniania wynosi 60 minut.
Tylko wtedy, gdy warstwa tlenku jest gruba, a pory są głębokie, barwnik może zostać wchłonięty, w przeciwnym razie będzie wyglądał na czarny, ale nie czarny. Kolor nie jest głęboki. Dlatego koszt ciemnego koloru jest wyższy niż koszt jasnego koloru, głównie ze względu na czas i inne koszty związane z czasem.
Istota jest taka sama jak utlenianie anodowe, ale tylko poprzez kontrolowanie tych czynników, aby powierzchnia stopu aluminium mogła w sposób ciągły generować prąd, a ciągłe generowanie prądu może nadal tworzyć warstwę tlenku
Twarda warstwa tlenku ma na ogół grubość od 25 do 100 mikronów. Ma wysoką twardość i nie można go farbować. Można to zrobić tylko w ciemnych kolorach. Im grubsza warstwa tlenku, tym bardziej żółta.
Im grubsza warstwa tlenku, tym gorsza przewodność i niższy prąd, warstwa tlenku nie zostanie utworzona, więc napięcie musi być stale zwiększane
Im wyższa temperatura, tym szybciej rozpuszcza się warstwa tlenku, dlatego temperatura powinna być kontrolowana poniżej 5 stopni Celsjusza
Im wyższe stężenie, tym szybciej warstwa tlenku rozpuszcza się, dlatego należy kontrolować stężenie
W celu zwiększenia twardości warstwy tlenku zamiast kwasu siarkowego można zastosować kwas szczawiowy.
Zaleta anodowanej aluminiowej obudowy?
Anodowanie to obróbka powierzchni aluminium, która poprawia jego odporność na korozję i zużycie. Jest to proces elektrochemiczny polegający na zanurzeniu aluminiowej obudowy w kwaśnej kąpieli elektrolitycznej podczas przepuszczania przez nią prądu elektrycznego. Powoduje to utworzenie twardej, trwałej i ochronnej warstwy tlenków na powierzchni obudowy.
Anodowanie aluminiowych obudów jest powszechne w branżach, które opierają się na produktach aluminiowych, takich jak budownictwo, motoryzacja i przemysł lotniczy. Dzieje się tak dlatego, że aluminium jest lekkie, mocne i wszechstronne. Jednak z czasem może korodować pod wpływem wilgoci i innych czynników środowiskowych. Anodowanie pomaga temu zapobiec, tworząc barierę między aluminium a środowiskiem. Ta warstwa barierowa jest integralna z metalem i nie może się łuszczyć ani łuszczyć.
Zasada anodowania obudów aluminiowych jest prosta. Aluminiowa obudowa służy jako dodatnio naładowana anoda, podczas gdy kwaśna kąpiel elektrolityczna jest ujemnie naładowaną katodą. Przez elektrolit przepływa prąd stały, który powoduje utlenianie powierzchni obudowy. Tworzący się tlenek glinu jest twardy, trwały i przylegający.
Jedną z głównych zalet anodowania obudów aluminiowych jest zwiększona odporność na korozję. Ponieważ warstwa tlenku jest integralną częścią metalu, zapobiega powstawaniu wżerów i innych form korozji, które mogą osłabić metal i naruszyć jego integralność. Anodowanie poprawia również twardość powierzchni i odporność na ścieranie obudów aluminiowych.
Podsumowując, anodowanie aluminiowych obudów jest skutecznym sposobem ochrony produktów aluminiowych przed korozją i zużyciem. Poprawia trwałość, twardość i wykończenie powierzchni metalu. Tworząc barierę między aluminium a środowiskiem, anodowanie pomaga wydłużyć żywotność produktu i obniżyć koszty konserwacji.
Anodowanie aluminium to proces obróbki powierzchni, który polega na zastosowaniu utleniania anodowego w celu zwiększenia grubości naturalnej warstwy tlenku na powierzchni metalu. Proces ten ma na celu poprawę właściwości powierzchni aluminium, takich jak trwałość, odporność na korozję i estetyczny wygląd.
Proces anodowania aluminium polega na zanurzeniu produktu aluminiowego w roztworze elektrolitu i przyłożeniu prądu elektrycznego. Dzięki temu procesowi aluminiowa powierzchnia integruje się z rozwiązaniem. Rezultatem jest grubsza i mocniejsza warstwa tlenku, która stanowi doskonałą barierę przed czynnikami zewnętrznymi.
Anodowanie obudowy aluminiowej to proces obróbki powierzchni, który polega na utworzeniu warstwy ochronnej na powierzchni aluminiowej obudowy. Proces polega na zanurzeniu aluminiowej obudowy w roztworze elektrolitu i przepuszczeniu przez nią prądu.
Podczas tego procesu powierzchnia aluminium łączy się z tlenem, tworząc tlenek glinu, który tworzy twardą warstwę ochronną odporną na korozję i uszkodzenia spowodowane czynnikami zewnętrznymi, takimi jak wilgoć, ciepło i chemikalia. Grubość warstwy anodowanej można zmieniać w zależności od wymaganego zastosowania.
Anodowanie jest popularnym procesem obróbki powierzchni obudów aluminiowych ze względu na doskonałą odporność na korozję i wysoką trwałość. Jest szeroko stosowany w różnych gałęziach przemysłu, w tym motoryzacyjnym, lotniczym, elektronicznym i budowlanym.