aluminium ·
proces anodowania aluminium ·
podstawy procesu anodowania aluminium ·
etapy procesu anodowania aluminium ·
aluminiowe pudełko projektowe ·
proces anodowania ·
proces anodowania ·
proces anodowania aluminium, ·
proces lakierowania anodowanego ·
proces anodowania aluminium, ·
Proces anodowania ·
proces anodowania pdf ·
obudowa elektroniczna ·
metal ·
czerwony ·
wodoodporne pudełko ·
wodoodporne pudełka ·
Wzmacniacz mocy
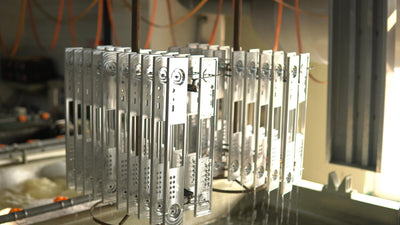
Technologia obróbki powierzchni stopu aluminium obejmuje głównie powlekanie, konwersję chemiczną, galwanizację i anodowanie.
Wśród nich technologia utleniania anodowego jest najczęściej stosowana ze względu na proste wyposażenie, stabilny proces, a przygotowana folia z tlenku stopu aluminium ma doskonałe właściwości, takie jak wysoka twardość, dobra odporność na zużycie i dobra odporność na korozję.
Na właściwości anodowe stopów aluminium mają wpływ czynniki procesowe. Dlatego w praktycznych zastosowaniach produkcyjnych czynniki procesowe muszą być ściśle kontrolowane. Oto dlaczego obudowy do elektroniki są popularne
Tak więc dzisiaj yongucase pokrótce przedstawi kilka czynników procesu.
Proces obróbki wstępnej
Stop aluminium wymaga wstępnej obróbki przed anodowaniem, głównie w celu usunięcia folii tlenku glinu naturalnie utworzonej na powierzchni podłoża ze stopu aluminium;.
Jeżeli stężenie roztworu do obróbki wstępnej jest zbyt wysokie, szybkość reakcji powierzchniowej podłoża ze stopu aluminium będzie zbyt duża, a powierzchnia podłoża będzie łatwo korodować przez nadmierną reakcję; przeciwnie, jeśli stężenie jest zbyt niskie, reakcja powierzchniowa podłoża ze stopu aluminium będzie zbyt wolna i nierównomierna.
Ponieważ kontrola czasu obróbki wstępnej wpłynie na efekt obróbki wstępnej powierzchni podłoża, dlatego kontrola parametrów procesu i procesu obróbki wstępnej jest bardzo ważna dla technologii anodowania stopów aluminium.


Temperatura elektrolitu
Proces anodowania stopu aluminium wygeneruje dużo ciepła, a roztwór utleniający pochłonie to ciepło, powodując nadmiernie wysoką temperaturę roztworu utleniającego.
Jeśli temperatura roztworu utleniającego jest zbyt wysoka, rozmiar porów warstewki tlenkowej będzie duży, gęstość będzie słaba, a wiązanie z podłożem nie będzie bliskie i będzie łatwo odpaść. W ten sposób wpłynie to na jakość anodowej warstwy tlenku ze stopu aluminium.
W produkcji przemysłowej do chłodzenia cieczy utleniającej zwykle stosuje się mieszadło mechaniczne lub urządzenie do chłodzenia temperaturowego, aby rozwiązać problem nadmiernie wysokiej temperatury cieczy utleniającej, tak aby zapewnić przygotowanie warstewki tlenkowej o dobrej szczelności.
Napięcie zasilania
Napięcie przyłożone przez źródło zasilania jest źródłem zasilania procesu anodowania stopu aluminium, a jego wielkość bezpośrednio wpłynie na działanie powłoki tlenkowej.
Gdy napięcie zasilania jest zbyt małe, proces anodowego utleniania stopu aluminium jest powolny, warstewka tlenku utworzona na powierzchni podłoża ze stopu aluminium w pewnym okresie czasu jest cienka, a wydajność przygotowania jest niska; przeciwnie, proces anodowego utleniania stopu aluminium reaguje gwałtownie, a powierzchnia podłoża łatwo ulega przegrzaniu i czernieniu. Nawet lokalna struktura matrycy zostanie zniszczona. Ogólnie rzecz biorąc, aby zapewnić tworzenie anodowej warstwy tlenku ze stopu aluminium o doskonałej wydajności, konieczne jest kontrolowanie napięcia zasilania w pewnym zakresie.
Mamy też Proces CNC wiedza, jeśli jesteś zainteresowany, możesz zostawić swoje dane kontaktowe, a my wyślemy Ci katalog
Ciekawa kolekcja
Wyświetl wszystkie









Kontakt
yongucase to producent obudów do urządzeń elektronicznych z 18-letnim doświadczeniem, oferujący kompleksowe rozwiązania w zakresie obudów. Skontaktuj się z nami, aby uzyskać bezpłatne próbki i usługi projektowania przemysłowego!








Produkty które mogą Ci się spodobać:
Wyświetl wszystkie